

Tarihin en eski dönemlerinden bu yana, insanlık hayatta kalmak ve üstünlük kurmak için çeşitli silahlar geliştirdi. Baltalar ve yaylar, ilk öldürme araçları arasında yer alsa da hem avcılık hem de savunma amaçlarına hizmet ediyordu. Ancak yalnızca öldürmek için tasarlanmış ilk silah olan kılıç, bu açıdan diğerlerinden tamamen ayrılır. Kılıç, sadece bir savaş aracı değil; teknolojinin, toplumsal statünün, kültürel yapının ve imparatorlukların yükselişinin de bir simgesi haline geldi. En öldürücü kılıcı mümkün hale getirmek kısa sürede bir ölüm kalım meselesine dönüştü ve bu da onu insanlık tarihinin en dikkat çekici icatlarından biri yaptı.
Bu yazıda, kılıcın tarih sahnesine çıkışını ve zaman içinde nasıl evrildiğini detaylarıyla ele alacağız. İlk olarak tunç çağında, Akdeniz havzasında ortaya çıkan tören kılıçlarının nasıl birer statü sembolüne dönüştüğünü; ardından bronzun yerini alarak daha sağlam ve yaygın hale gelen demir ve çeliğin silah teknolojisinde nasıl devrim yarattığını inceleyeceğiz. Etrüsklerden Romalılara, Gladius’tan Spatha’ya uzanan kılıç tiplerinin nasıl geliştirildiğini, savaş stratejilerine nasıl yön verdiğini ve imparatorlukların kaderini nasıl etkilediğini göreceğiz. Ayrıca Batı Roma’nın çöküşünün ardından ortaya çıkan Anglo-Sakson ve Viking kılıçlarını, bunların hem tasarım hem de kullanım açısından nasıl farklılık gösterdiğini değerlendireceğiz.
Kısacası bu yazı, yalnızca bir silahın değil, bir kültürün, bir çağın ve insanın savaşla kurduğu ilişkinin izini süren bir yolculuğa davet ediyor sizi. Çünkü tarih boyunca kılıç, sadece savaşın değil, aynı zamanda teknolojik ilerlemenin, toplumsal değişimin ve medeniyetin aynası olmuştur.

Tunçtan Vikinglere Uzanan Kanlı Bir Miras
Yapılan ilk kılıçlar antik çağda bir şekilde tam olarak etkili olmamışlardı. Ancak, üretilen ilk bronz modelden itibaren kılıçlar karmaşık bir şekilde evrim geçirerek bildiğimiz silahlara dönüşmüştür. Bu orijinal silahların en iyi örnekleri arasında Firavun Tutankhamun ile birlikte gömülmüş orak şeklindeki iki kopeş (khoepesh) kılıcı bulunmaktadır. Ancak, MÖ 1327 civarında gömülmüş olmasına yani göreceli olarak yakın bir dönmede ait olmalarına rağmen bu kılıçlar çok eskimişti.
Bu silahlar ilk olarak Akdeniz havzası ve çevresinde, kabaca MÖ 3000’den itibaren, tunç alaşımının kılıç yapımına izin verdiğini keşfedilmesiyle birlikte bir statü eşyası olarak üretilmeye başlanmış. Söz konusu kılıçlar başlangıçta çok az sayıda üretildi. Çok değerli olan bu olağanüstü nadir kılıçlar muazzam bir zenginliğin işaretiydi. Bronz teknolojisi farklı bölgelere ulaştıkça, kılıçlar daha yaygın hale geldi ve örneğin Minos medeniyetinde görüldüğü gibi, bazı ordular kısa sürede kendi imparatorluklarını bu silahla kuracak kadar çok kılıca sahip oldular.
Demir ve çeliğin tarih sahnesine çıkışı, antik silahlanma yarışında önemli bir yeniliği daha getirdi. Demir ve çelik, güçlü, dayanıklı ve tunçtan farklı olarak kolayca bulunabilen bir metaldir. Tunç için nispeten nadir bir metal olan kalay gereklidir. Hititler MÖ 1600’lerden itibaren kendi imparatorluklarını kurarken demirin ne kadar faydalı olduğunu gösterdikten sonra, bu metallerle yapılan silahların genel olarak benimsenmesi kaçınılmaz hale geldi.

MÖ birinci bin yılda Etrüskler daha iyi gerilme mukavemeti elde etmek için demir ve çeliği alaşım haline getirmeye başladılar. Böylece muharebe ederken darbeyi emecek kadar esnek ve aynı zamanda iyi kenar mukavemetine sahip kılıçlar yaptılar. Romalılar Etrüsk teknolojisini karbürizasyon (demiri ya da çeliği karbonla birleştirerek daha sert hale getirme), sertleştirme (doşı sert, içi yumuşak) ve düz çelik kılıçlarla birleştirerek kullandı ve geliştirdi. Lejyonerlerin kullandığı “gladius”, adı verilen kısa dürtücü silahla donatılmış olan Roma savaş makinesi bir imparatorluk daha kurdu. Ancak imparatorluktan daha uzun ömürlü olan şey, Roma süvarileri tarafından kullanılan ve “gladius”a göre daha uzun olan “spatha” adlı kılıcı.
“Demir ve çeliğin tarih sahnesine çıkışı, antik silahlanma yarışında önemli bir yenilgi daha getirdi”
Spatha genellikle Roma ordusunda görev yapan ve barbarlar olarak nitelendirilen ve ahalisi yurttaş olmayan eyaletlerden toplanan yardımcı askerler tarafından kullanıldı. Bu kılıç Batı Roma İmparatorluğu çöktükten sonra, batı dünyasında kılıç yapımının zirvesini teşkil eden Anglo-Sakson ve Viking kılıçlarının ortaya çıkmasına yol açtı. 10’uncu ve 11’inci yüzyılların kalabalık Viking ordularının kaçınılmaz olarak silahların homojenleşmesine yol açması nedeniyle nitelik yerini niceliğe bıraktı. Takip eden yüzyıllarda kılıç, her dönemin kendine özgü dövüş stillerine göre evrim geçirdi.

Roma öncesi İtalya Yarımadası.
Bu harita, İtalya Yarımadası’nda Roma’nın yükselişinden önce yani yaklaşık MÖ 6. yüzyılda bölgede varlık gösteren önemli yerli toplulukları ve Roma’nın çevresini göstermektedir. Renklerle ayrılmış bu bölgeler, Latin, İtalyk, Osko-Umbrian ve başka kültürel/dilsel gruplara ait kabileleri temsil eder. Haritadaki bazı önemli bölgeler ve gruplar şunlardır:
🔴 ETRUSCANS (Etrüskler)
- Orta İtalya’nın batısında (Toskana bölgesi) yer alır.
- Roma uygarlığının erken döneminde büyük etkileri olmuştur.
- Yazı sistemleri, tapınak mimarisi, kent planlaması ve dini gelenekler açısından Roma’ya ciddi katkılar sağlamışlardır.
- Deniz ticareti ve zengin şehir devletleriyle tanınırlar.
🔵 UMBRIANS (Umbrialılar)
- Doğu ve iç bölgelerde, Apenin Dağları çevresinde yaşarlardı.
- Osko-Umbrian dil ailesine dahildirler.
- Etrüskler ve Romalılarla etkileşim içindeydiler ancak kültürel olarak daha kırsal bir yapıya sahiptiler.
🟩 SAMNITES (Samnitler)
- Güney iç bölgede yer alırlar.
- Roma’nın erken döneminde ciddi askeri rakipleriydiler.
- MÖ 4. yüzyılda yaşanan Samnit Savaşları Roma’nın yayılmasında önemli dönüm noktalarından biridir.
- Savaşçı yapılarıyla tanınırlar ve Roma’nın lejyon sistemine dolaylı katkılarda bulunmuşlardır.
🟧 ROMANS (Romalılar)
- Haritada turuncu renkli küçük bir bölge olarak gösterilen Roma, o dönemde hâlâ küçük bir kent devletidir.
- Ancak ilerleyen yüzyıllarda haritada görülen tüm toplulukları fethedip kendi kültürü içinde eritecektir.
- Başlangıçta Etrüsk etkisinde kalmışlardır.
🟨 MESSAPIANS AND APULIANS (Messapialılar ve Apulialılar)
- Güneydoğu İtalya’da, bugünkü Puglia bölgesinde yaşamışlardır.
- Yunanca konuşan kolonilerle ve Yunan kültürüyle etkileşim hâlindeydiler.
- Roma ile kültürel ve askeri mücadele içine girmişlerdir.
🟩 SARDI (Sardinialılar)
- Haritada sol altta, Sardinya adasını temsil eder.
- Roma döneminden önce yerel kültüre sahip bir halktı.
- Yarı göçebe yaşam tarzı ve dağlık coğrafyada yaşayan topluluklar Roma için uzun süre direnç göstermiştir.
📍Rome (Roma)
- Haritanın merkezine yakın küçük bir nokta olarak işaretlenmiştir.
- Başlangıçta Latin kökenli bir yerleşim iken zamanla bölgedeki büyük güç hâline gelmiş, önce İtalya’yı sonra Akdeniz dünyasını fethetmiştir.
Bu harita, Roma’nın çevresindeki etnik ve kültürel çeşitliliği göstermesi bakımından önemlidir. Aynı zamanda, Roma’nın yükselişinin ne kadar rekabetçi ve karmaşık bir ortamda gerçekleştiğini de ortaya koyar.
Her Duruma Uygun Bir Kılıç
Kılıç tasarımları, yalnızca savaş alanındaki pratik ihtiyaçlara değil, aynı zamanda dönemin teknolojik imkânlarına, metalleri işleme becerisine ve taktiksel düşünce biçimlerine göre şekillendi. Her çağın kendine özgü savaş tarzı, düşman profili ve askeri organizasyonu; kullanılan kılıçların boyundan ağırlığına, sap tasarımından ağız yapısına kadar birçok unsurda doğrudan etkili oldu. Teknolojik ilerlemelerle birlikte metalurji alanındaki gelişmeler, daha dayanıklı, daha hafif ya da daha keskin kılıçların üretimini mümkün kıldı. Bu nedenle kılıç, sadece bir silah değil, aynı zamanda yaşanılan dönemin savaş anlayışının, mühendislik bilgisinin ve kültürel estetik anlayışının somut bir yansıması hâline geldi. Gladius’tan claymore’a, Viking kılıçlarından şamşirlere kadar her kılıç türü, üretildiği toplumun hem teknolojik kapasitesini hem de savaş alanındaki ihtiyaçlarını gözler önüne serer.
Gladius
Saplama amacıyla tasarlanmış kısa ve çift ağızlı bir Roma kılıcı olan gladius, Roma lejyonerlerinin en temel ve sembolik silahıydı. Bu kılıç, özellikle yakın mesafeli çatışmalarda maksimum verim sağlamak üzere geliştirilmişti. Ortalama 60–70 cm uzunluğunda, 5–7 cm genişliğinde ve yaklaşık 700 gram ila 1,2 kg ağırlığında olan gladius, kısa menzilli olmasına rağmen ölümcül bir etkiye sahipti. Sivri ucu sayesinde düşmana doğrudan saplama yapmak üzere idealdi; düz kenarlarıyla da gerektiğinde kesici darbelere olanak tanırdı. Gladius’un en önemli özelliği, Roma’nın disiplinli savaş formasyonu olan manipüler sistem ve falanks düzeniyle kusursuz uyum içinde çalışmasıydı. Askerler, büyük dikdörtgen kalkanları (scutum) ile düşmana yaklaşır, açılan aralıklardan gladius ile hızlı ve isabetli saplamalar yaparlardı. Bu yöntem, bireysel dövüşten çok kolektif savaş disiplini üzerine kurulu Roma askeri taktiğinin bir sonucuydu.
Gladius genellikle çelik ya da sertleştirilmiş demirden üretilirdi. Dönemin metalurjik bilgisi doğrultusunda demir, karbonla zenginleştirilerek daha dayanıklı bir malzeme hâline getirilir; ardından çeşitli ısıl işlemlerle (karbürizasyon, sertleştirme, tavlama gibi) kılıçlar savaşta dayanıklılık gösterecek hâle getirilirdi. Nadir durumlarda, demir ve çelik karışımı alaşımlar da kullanılırdı. Bu silahlar, sadece etkili değil, aynı zamanda dayanıklı olmalarıyla da öne çıkarlardı. Yüzlerce savaşta kullanılabilen bu kılıçlar, Roma’nın devasa askeri lojistik sisteminin temel bir parçasıydı.
Roma İmparatorluğu’nun profesyonel ordusu, yüz binlerce askere sahipti ve bu nedenle silah üretimi de merkezi, standartlaştırılmış ve yüksek hacimli bir sistemle yürütülürdü. Gladius üretiminde, “gladiarii” adı verilen uzman silah yapımcıları görev alırdı. Bu zanaatkârlar hem teknik bilgiye hem de ustalık düzeyinde becerilere sahipti. Gladius’ların çoğu büyük atölyelerde veya devlet destekli zanaat merkezlerinde üretilirdi. Özellikle Roma’nın bazı ileri eyaletlerinde bulunan zırh ve silah üretim merkezleri, yalnızca yerel orduya değil, imparatorluğun farklı cephelerine de kılıç sevkiyatı yapacak kapasitedeydi.
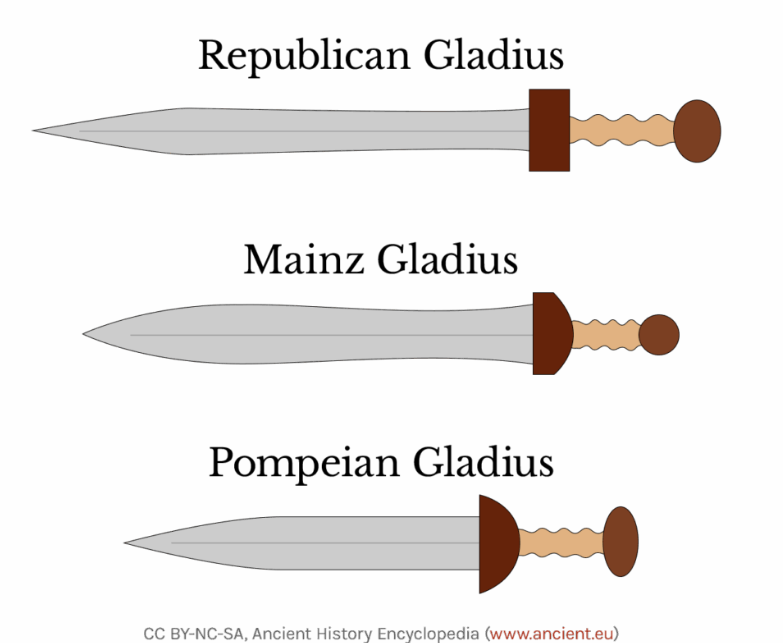
Gladius’un farklı türleri zamanla gelişti ve savaş taktiklerine göre evrim geçirdi. En erken örneklerden biri olan Gladius Hispaniensis, adını İber Yarımadası’ndan alır ve MÖ 3. yüzyılda Roma’nın Hispania’daki savaşları sırasında yerel kılıçlardan etkilenilerek modellenmiştir. Bu tür daha uzun ve ağır olup hem saplama hem de kesme için uygundur. Ardından Mainz tipi gladius ortaya çıkmış; bu model daha geniş ve kalın bir yapıya sahiptir, ucu belirgin şekilde sivridir. Roma’nın Kuzey Avrupa’daki savaşlarında sıklıkla kullanılmıştır. Pompeii tipi gladius ise daha simetrik, düz kenarlıdır ve hem üretimi kolay hem de kullanımı pratiktir; bu model zamanla standart hâline gelmiş ve İmparatorluk döneminde en çok kullanılan form olmuştur.
Gladius’un etkili kullanımını desteklemek için sadece fiziksel özellikler değil, psikolojik ve sembolik anlamlar da yüklenmiştir. Roma toplumunda gladius, bir vatandaşın askerî yükümlülüğünün ve Roma’nın gücünün simgesiydi. Ayrıca arenalarda gladyatörlerin dövüşlerinde de kullanılmış ve halk için hem hayranlık hem de korku uyandıran bir nesneye dönüşmüştür.
Sonuç olarak gladius, sadece Roma ordusunun başarısının değil, aynı zamanda disiplinli savaş taktiklerinin, gelişmiş üretim teknolojisinin ve toplumun askerî zihniyetinin bir yansımasıdır. Roma’nın Akdeniz dünyasında yüzyıllar süren hâkimiyetinin ardındaki en önemli araçlardan biri olan bu kılıç, hem teknik hem sembolik olarak tarih boyunca unutulmaz bir yer edinmiştir.
Altta: Bir gladius genellikle 0,7-1 kg ağırlığındaydı.

Claymore
Claymore, Ortaçağ İskoç savaş geleneğinin en ikonik ve yıkıcı silahlarından biridir. Genellikle 15. yüzyılın ortalarından 17. yüzyılın başlarına kadar kullanılmış olan bu devasa kılıç, İskoçya’nın dağlık bölgelerinde yaşayan klan savaşçıları tarafından kuşanılmıştır. Claymore kelimesi, Galce’de “büyük kılıç” anlamına gelen “claidheamh mór” ifadesinden türemiştir. Ancak bu isim daha sonra farklı tipteki iki kılıç için kullanılır olmuştur: biri 16. yüzyıldan itibaren görülen, elde tutma kısmı sepet biçiminde olan kısa claymore (basket-hilted claymore); diğeri ise bu yazının konusu olan, iki elle kullanılan uzun ve geniş yapılı klasik İskoç claymore’udur.
Bu tür claymore’lar genellikle 140 cm uzunluğa ve yaklaşık 2,5 kg ağırlığa sahipti. İki elle kavranan uzun kabzası sayesinde savaşçısına büyük bir kaldıraç kuvveti sağlıyor; bu da silahın hem daha uzağa erişmesini hem de düşmana büyük bir fiziksel güçle darbe indirmesini mümkün kılıyordu. Kılıcın ucu dar ama gövdesi geniş olduğundan, hem saplama hem de kesme işlevini başarılı bir şekilde yerine getirebiliyordu. Özellikle düşmanın kalkan aralıklarına ya da zayıf noktalarına yöneltilmiş aşağı doğru kesikler (karın ve bacak seviyesine) için idealdi. Ağır kabzası sayesinde kılıç gerektiğinde ters çevrilip bir balyoz gibi kullanılabiliyor, hatta düşmanı sersemletmek veya zırhını kırmak için darbe silahı olarak da iş görüyordu.
Claymore’un tasarımı, İngiltere ile İskoçya arasında yüzyıllar süren düşmanlığın ve sınır savaşlarının doğrudan bir ürünüdür. İskoç savaşçıları genellikle hafif zırhlıydı ve daha çevik taktiklerle savaşmayı tercih ederdi. Bu yüzden, uzun menzilli ama esnek kullanılabilen bir kılıç, özellikle düzensiz, kırsal arazide yapılan çatışmalarda büyük avantaj sağlıyordu. İngiliz piyadelerine karşı yürütülen gerilla tarzı savaşlarda, claymore’un ulaşabildiği alan sayesinde rakibin savunma çizgisi kolayca yarılabiliyordu.
Claymore sadece askeri bir araç değil, aynı zamanda bir kimlik sembolüydü. İskoç klan liderleri ve elit savaşçılar, törensel geçitlerde ya da düğünlerde bile bu kılıcı kuşanırdı. Pek çok claymore, klanın sembollerini taşıyan süslemelerle, kabza oymalarıyla ya da damgalı çeliklerle bezenmişti. Bu da onu sadece bir savaş silahı değil, aynı zamanda onur ve soyun göstergesi haline getiriyordu.

Tarihî kayıtlar, claymore’un en çok İskoç Bağımsızlık Savaşları ve İskoçya-İngiltere sınır çatışmaları sırasında kullanıldığını göstermektedir. Özellikle William Wallace ve Robert the Bruce gibi figürlerle özdeşleşen bu silah, İskoç ulusal bilincinde özgürlük mücadelesinin simgesi haline gelmiştir. Modern kültürde de İskoçya’nın direniş ruhunu temsil eden en tanınmış objelerden biri olmaya devam etmektedir.
Sonuç olarak, claymore yalnızca fiziksel olarak büyük bir kılıç değil, aynı zamanda büyük bir tarihî ve kültürel mirasın taşıyıcısıdır. Gücün, cesaretin ve özgürlüğün sembolü olarak; İskoç savaşçılarının hem elinde hem kalbinde taşınmıştır.
Altta: Claymore kılıcı 1.4 metre uzunluğunda ve 2.5 kg ağırlığında olabilirdi.

Anglosakson / Viking Kılıcı
Anglosakson ve Viking dönemine ait kılıçlar, Geç Roma döneminin uzun süvari kılıcı olan spatha modelinden türemiştir. Özellikle M.S. 3. yüzyıldan itibaren Roma ordusunda kullanılan spatha, kısa gladius’un aksine daha uzun bir yapıya sahipti ve süvariler için daha uygundu. Roma İmparatorluğu’nun çözülme sürecinde bu kılıç tipi, imparatorluk sınırları dışında kalan Germen halkları, Saksonlar ve İskandinav toplulukları tarafından benimsenip kendi kültürel ve teknolojik yaklaşımlarıyla yeniden yorumlandı.
İlk Anglosakson ve Viking demircileri, bu temel Roma modelini alıp hem işlevsellik hem de estetik açıdan geliştirerek kendi dönemi için eşsiz sayılabilecek örnekler yarattılar. Bu döneme ait kılıçlar genellikle 85 ila 95 cm uzunluğundaydı, çift ağızlıydı ve tek elle kullanılmak üzere tasarlanmışlardı. Düz, geniş ve keskin kenarları sayesinde hem saplamaya hem de kesmeye olanak tanırdı. En dikkat çeken yönlerinden biri de, hem sap kısmında hem de kabza (pommel) bölümünde yer alan karmaşık geometrik desenler, örgü motifleri ve gümüş kakmalar gibi süslemelerdi. Bu estetik yaklaşım, yalnızca bir silah üretmek değil, aynı zamanda bir statü göstergesi yaratmak arzusunu da yansıtıyordu.

https://www.nationalgeographic.com/premium/article/roman-swords-spatha-cave-bar-kokhba-dead-sea
Bu kılıçlar genellikle kalkan duvarı (shield wall) formasyonu içerisinde göğüs göğüse çarpışmalarda kullanılıyordu. Savaş taktikleri gereği, savaşçıların kalkanlarını sıkı bir çizgi halinde tutarak düşmanı karşılaması ve ardından kılıçlarla aralıklardan saldırması hedeflenirdi. Dolayısıyla bu kılıçların hem dayanıklı hem de dengeli olması büyük önem taşıyordu. Ancak Viking Çağı’nın (yaklaşık 793–1066) ilerleyen dönemlerinde, artan savaşlar ve silaha olan yüksek talep nedeniyle üretim kalitesi genel olarak düşüş gösterdi. Bu, özellikle kitlesel üretime yönelinen 9. yüzyılın sonlarına doğru belirginleşti.
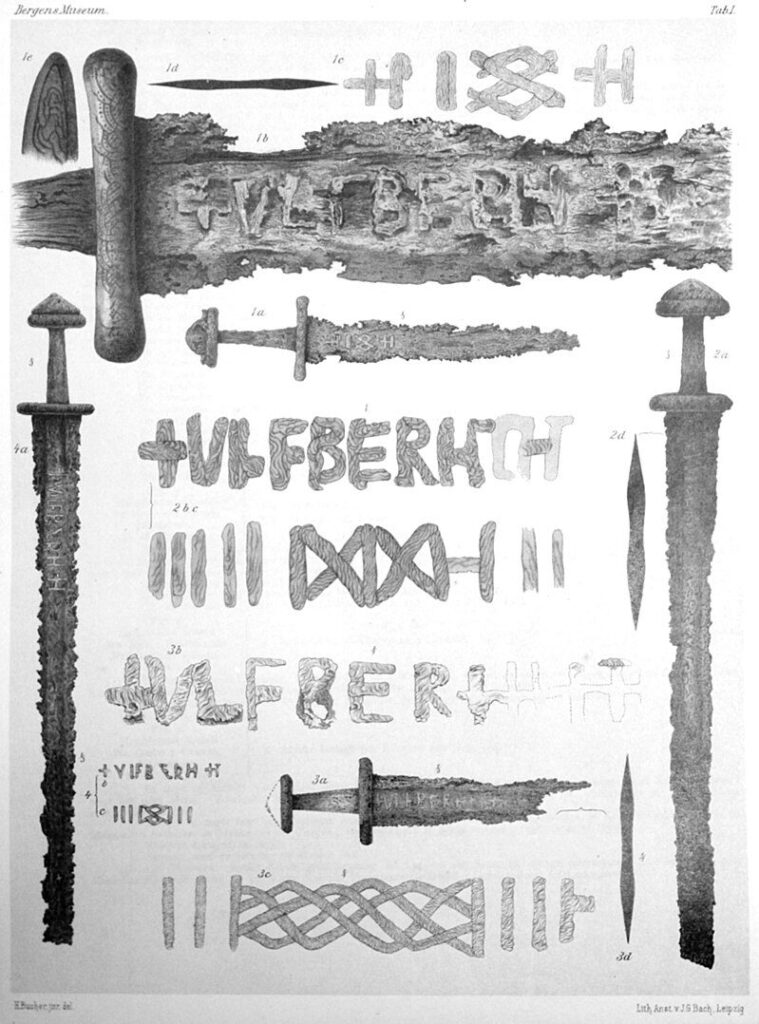
Bununla birlikte, bu dönemin sıradan kılıçlarının yanında elit savaşçılara ait özel üretim silahlar da bulunmaktaydı. Bunların en ünlü örneklerinden biri, “Ulfberht” adıyla anılan kılıçlardır. Bu kılıçlar, kabzalarının yakınındaki namlu üzerine işlenmiş olan +ULFBERHT+ yazısıyla tanınırlardı. Bu yazı, muhtemelen Frank kökenli yüksek nitelikli bir dövme ustası ailesini veya atölyesini ifade ediyordu. Ulfberht kılıçlarında kullanılan çelik, dönemin standartlarına göre son derece saf ve homojendi; bu da onların hem daha hafif hem daha esnek hem de daha kırılmaya dirençli olmalarını sağlıyordu. Modern analizler, bu kılıçlarda kullanılan metalin, Orta Avrupa’nın bazı bölgelerinden ithal edilen yüksek kaliteli çelik olduğunu göstermektedir. Bu da söz konusu silahların yalnızca savaş aracı değil, aynı zamanda lüks ve prestij unsuru olduğunu ortaya koyar.

https://sagy.vikingove.cz/en/norwegian-sword-handles/
Viking kılıçları yapısal olarak genellikle yuvarlak ya da genişletilmiş uçlara sahipti; bu tasarım, zırhlı düşmanlara karşı derin kesikler açmak için daha uygundu. Sivri uçlu saplama kılıçları gibi doğrudan iç organlara ulaşmak için tasarlanmamışlardı; daha çok rakibi keserek veya zayıf noktalardan kanatarak etkisiz hâle getirmek için kullanılıyorlardı. Kabzaları genellikle geniş, T harfi biçiminde ve sağlam yapılıydı. Sap kısmında deri veya kumaş sargılarla tutuş kolaylaştırılmıştı.
Estetik ve teknik açıdan incelendiğinde, Anglosakson ve Viking kılıçları yalnızca savaş alanının değil, aynı zamanda dönemin sanatının ve teknolojisinin de bir yansımasıdır. Her biri, ait olduğu savaşçının kimliğini, klanını, sosyal statüsünü ve hatta inancını yansıtırdı. Özellikle ölü gömme törenlerinde savaşçının yanına yerleştirilen bu kılıçlar, onun dünyadaki statüsünü öte dünyaya da taşıma amacını güderdi. Bugün birçok Viking mezarında bu tür silahlar bulunmuş ve detaylı şekilde belgelenmiştir.
Sonuç olarak, Anglosakson ve Viking kılıçları, yalnızca işlevsel savaş araçları değil; dönemin toplumsal yapısını, inanç sistemini ve kültürel zenginliğini taşıyan simgesel nesnelerdi. “+ULFBERHT+” gibi damgalı kılıçlar ise, bu çağın kaliteye ve zanaatkârlığa verdiği önemi gözler önüne seren tarihi hazinelerdir.
Altta: Viking çağı kılıçları tipik olarak sivri uçtan ziyade yuvarlak bir uca sahipti.

Süvari Kılıcı (Sabre)
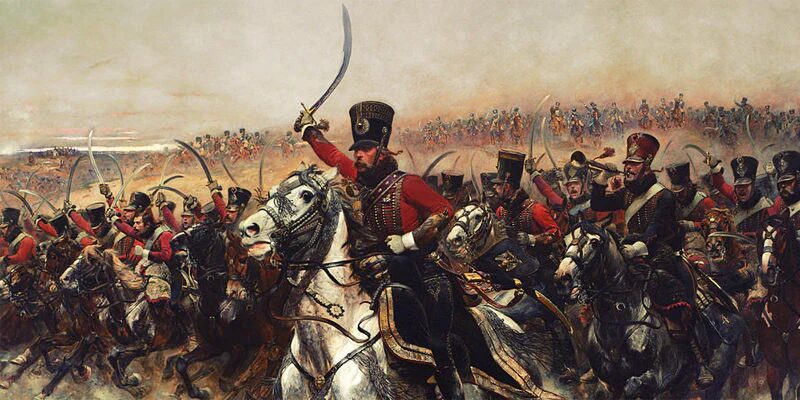
Süvari kılıcı, yani sabre, tarih boyunca özellikle atlı birliklerin kullandığı en karakteristik silahlardan biri olmuştur. Kavisli ve tek ağızlı yapısıyla tanınan bu kılıç, özellikle 18. ve 19. yüzyıl savaşlarında, süvari birliklerinin düşman hatlarına hızla girip çıkma taktiklerinde hayati rol oynamıştır. Bu tip kılıçlar genellikle 80 ila 100 cm uzunluğunda, kıvrık bir yapıya sahip, ucu keskin ve tek tarafı bilenmiş şekilde üretilirdi. Bu kıvrık yapı, kılıcın darbe anında daha geniş bir kesme açısıyla çalışmasını sağlar ve süvarinin hızla ilerlediği sırada düşman üzerinde maksimum hasar yaratmasına olanak tanırdı.
Sabre’ın en yaygın kullanıldığı dönemlerden biri, Napolyon Savaşları (1799–1815) olmuştur. Fransız, Prusyalı, İngiliz ve Rus süvari birliklerinin neredeyse tamamı bu tip kılıçları standart teçhizat olarak taşımaktaydı. Süvari kılıcı, özellikle piyade hatlarını yarma, topçu birliklerine ani baskın yapma ve geri çekilen düşmanı takip ederek bozguna uğratma görevlerinde kullanılırdı. Atlı birliğin yüksek hızı ve yukarıdan aşağı inen kılıç darbesi, hem fiziksel etki hem de moral açısından yıkıcıydı. Sabre’ın bıçak eğriliği, darbe sonrası saplanmak yerine kesici bir iz bırakmasını sağlar; bu da süvarinin hız kesmeden yoluna devam etmesini mümkün kılardı.
Bu kılıçlar sadece savaşta değil, aynı zamanda törenlerde ve askeri üniformaların sembolik bir parçası olarak da kullanılmıştır. Hâlâ günümüzde birçok ülkenin tören birimlerinde sabre taşınır; özellikle subay sınıfının onur nişanesi olarak kabul edilir. Amerikan, Fransız ve İngiliz ordularında sabre, bazı özel birliklerin üniformasında geleneksel bir aksesuar olarak yer alır.
Teknik açıdan bakıldığında, sabre genellikle çelikten dövülür ve bazen kabzası elde daha iyi kavrama sağlaması için deri ya da tel sarımla kaplanırdı. Bazı sabre modellerinde koruma sağlayan el kıvrımı (el siperi) da bulunur, bu da hem kılıcın dengeli tutulmasına hem de kullanıcıyı düşman kılıç darbelerinden korumaya yardımcı olurdu.
Sabre’ın estetik ve işlevsel tasarımı, yalnızca savaş meydanında değil, sanat ve popüler kültürde de kendine yer bulmuştur. 19. yüzyıl Avrupa ve Amerikan tablolarında sabre kuşanmış süvariler, genellikle cesaretin, asaletin ve askeri disiplinin simgesi olarak resmedilmiştir. Aynı zamanda süvari kılıcı, sinema ve edebiyatta da romantize edilen bir savaşçı imajının vazgeçilmez unsurlarından biri olmuştur.
Günümüzde modern kılıç sporlarında, özellikle eskrim dalında, sabre’dan esinlenilmiş “yanlı kılıç” (sabre fencing sword) kullanılmaktadır. Her ne kadar modern eskrim kılıcı düz ve hafif bir yapıya sahip olsa da, sabre dalı, kesici ve vuruş temelli olması bakımından geleneksel süvari kılıçlarının mirasını taşır. Bu anlamda sabre, savaş alanlarından spor salonlarına taşınan nadir kılıçlardan biridir.
Sonuç olarak sabre, yalnızca etkili bir savaş aracı değil; aynı zamanda askeri tarihin, geleneklerin ve savaşçı estetiğinin yaşayan bir temsilcisi olmuştur. Kavisli yapısı, dinamik kullanımı ve tarihî sembolizmiyle, kılıç tarihinin en ayırt edici türlerinden biri olmaya devam etmektedir.
Altta: Süvari kılıcı birçok askeri birliğin üniformasının bir parçası olmaya devam ediyor.

Rapier (Meç)
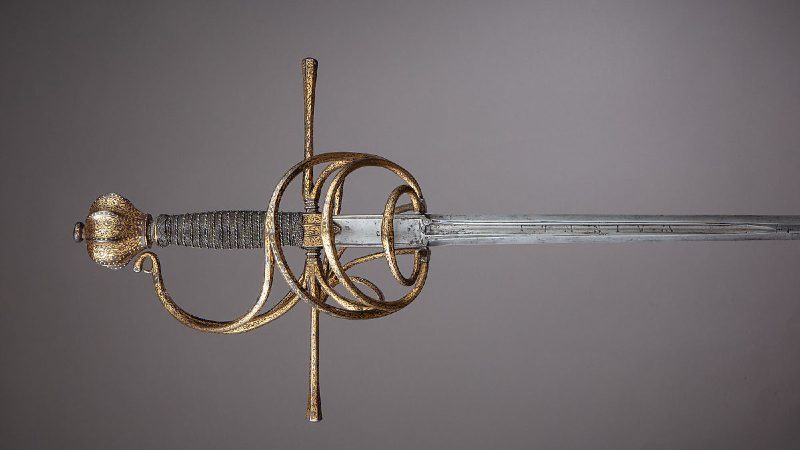
Rapier, yukarıda bahsi geçen gladius, claymore veya süvari kılıcı gibi doğrudan savaş alanı için tasarlanmış bir silah değildir. Aksine, bu zarif ve ince yapılı kılıç, şehir yaşamının içinde, özellikle Avrupa aristokrasisinin taşıdığı bireysel onur, sosyal prestij ve medeni çatışmaları çözme kültürü çerçevesinde ortaya çıkmıştır. Yaklaşık olarak 16. yüzyılın ortalarında İtalya’da doğan ve kısa sürede Fransa, Almanya, İspanya ve İngiltere gibi Avrupa’nın büyük şehirlerine yayılan rapier, hem bir silah hem de bir statü göstergesiydi.
Rapier kılıçları uzun, dar ve oldukça hafiftir. Genellikle 1 metreyi aşan bir namlu uzunluğuna sahiptir ve tek elle kullanılır. Kabzası karmaşık bir yapıya sahip olup, kullanıcıyı özellikle el bölgesinden gelecek kesici darbelere karşı korumak için tasarlanmıştır. Bu koruyucu yapı genellikle halka, tel sargı, sepet biçimli koruyucular veya parmak kıvrımları gibi öğeler içerir. Rapier’in teknik olarak en büyük özelliği, kesici darbelerden çok saplama temelli bir dövüş tarzını teşvik etmesidir. Kılıç, ince ve rijit yapısı sayesinde düşmanın zırhsız bölgelerine isabetli saplamalar yapmaya olanak tanırdı.
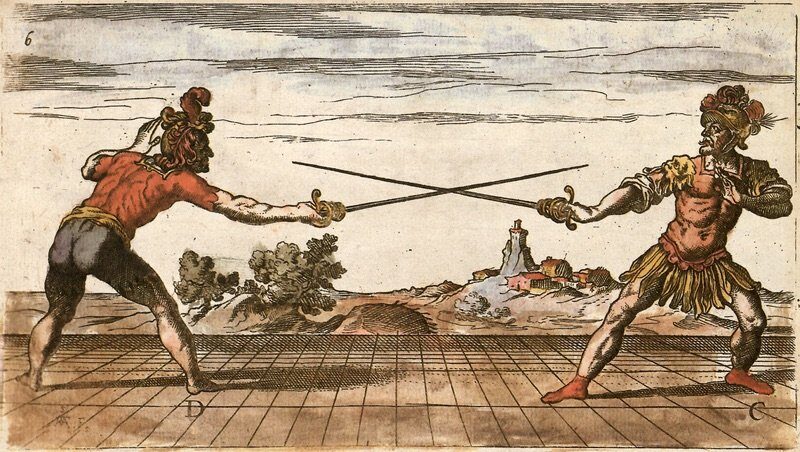
Bu kılıç türü özellikle şehirli aristokratlar arasında yaygındı. Giyimin bir parçası olarak bele takılır, kamusal alanda taşınır ve gerektiğinde düello amaçlı kullanılırdı. 16. ve 17. yüzyıl Avrupa’sında soylular ve üst sınıf mensupları arasında onur meseleleri sık sık düellolarla çözülürken, rapier bu sosyal pratiğin en temel silahı haline geldi. Özellikle Fransa ve İtalya’da bu tür düelloları düzenleyen yasalar, protokoller ve öğreticiler ortaya çıkmış, hatta bu doğrultuda ilk eskrim okulları kurulmuştur.
Rapier’in ortaya çıkışıyla birlikte dövüş sanatı daha zarif, teknik ve “kurallı” hale gelmiştir. Bu, kaba kuvvete dayalı savaş kılıçlarının devrinden, çeviklik, hız ve hassasiyet gerektiren birebir dövüş stiline geçişin simgesidir. Bu nedenle rapier, aynı zamanda modern eskrim sporunun atası kabul edilir. Günümüzde kullanılan üç eskrim dalından biri olan “flöre” (foil) özellikle rapier ile yapılan düelloların tekniğine dayanır. Saplama esaslı, dar hedef alanlı bu dövüş tarzı, tarihsel olarak rapier düellolarındaki asaleti ve kontrolü yansıtır.
Ayrıca rapier, döneminin şehir içi sosyal hayatında da çok önemli bir yer tutar. Özellikle İspanyol ve İtalyan ustalar tarafından geliştirilen teknik dövüş sistemleri, sadece fiziksel değil zihinsel ve sanatsal becerileri de kapsayan bir eğitim biçimi haline gelmişti. Bu tekniklerin bazıları kitaplara dökülmüş, dönemin dövüş ustaları (maestro d’armi) tarafından detaylı şekilde öğretilmiştir. Bu kitaplar arasında Ridolfo Capo Ferro, Salvator Fabris, Jerónimo de Carranza gibi ünlü isimlerin eserleri, bugün bile tarihsel dövüş sanatları (HEMA) çalışmalarında temel referanslar arasında yer almaktadır.
Rapier, savaş meydanlarında değil, soylu sokaklarında hüküm sürmüş bir kılıçtır. İnceliğiyle, zarafetiyle ve ölümcül hassasiyetiyle yalnızca rakibi değil, toplumsal sınıflar arasındaki sınırları da tanımlamış; dövüşü sanata dönüştürmüştür. Bugün bile rapier, hem eskrim salonlarında hem de tiyatroda, edebiyatta ve sinemada asil savaşçının simgesi olarak yaşamaya devam eder.
Altta : Günümüzün kılıç sporu olan eskrimin stilleri, rapier ile yapılan düellolardan geliştirilmiştir.
Kayıp Bamburgh Kılıcı – Bu Silah, Kılıç Tasarımının Zirvesi Miydi?
Bamburgh Kılıcı, İngiltere’nin kuzeyinde yer alan tarihi Bamburgh Kalesi’nde 1960 yılında arkeolog Brian Hope-Taylor tarafından gerçekleştirilen bir kazı sırasında bulundu. Kılıç, küçük bir yanmış odun parçası ile birlikte gömülü haldeydi. Ancak arkeolojik kayıtlar arasında gözden kaçtığı için yaklaşık 40 yıl boyunca ortadan kaybolmuş gibi kaldı. Nihayet 2001 yılında tekrar incelendiğinde, sıradan bir demir parçası olmadığı anlaşıldı: Bu eser, 7. yüzyıla ait oldukça gelişmiş dövme teknikleriyle üretilmiş bir savaş kılıcıydı. Yapısal analizi sonucunda kılıcın, altı ayrı demir parçasının desen kaynağı (pattern welding) adı verilen sofistike bir yöntemle birleştirilerek üretildiği tespit edildi. Bu da onu yalnızca estetik değil, aynı zamanda teknik anlamda da dönemin zirve eserlerinden biri hâline getiriyordu.

Desen kaynağı yöntemi, farklı karbon oranlarına sahip demirlerin bir araya getirilip dövülerek hem dayanıklı hem de görsel olarak etkileyici bir desen oluşturulmasını sağlar. Bu desenler, dövme işlemi sırasında oluşan spiral, dalga veya baklava motifleriyle karakterizedir. Ancak bu teknik, sadece dekoratif değil; aynı zamanda farklı sertlik düzeylerine sahip çeliklerin birleştirilmesi sayesinde esnek ama kırılmaya dirençli bir yapı sağlar. Bamburgh Kılıcı’nda bu tekniğin uygulanmış olması, Demir Çağı’nın sonunda bile demircilerin yalnızca kaba üretim değil, hassas mühendislik ve ileri düzey metalurjiye hâkim olduklarını göstermektedir.
Bamburgh Kılıcı’nın yapımında kullanılan demirin, günümüzde “Şam çeliği” olarak da anılan Hint kökenli Wootz çeliği ile benzer özellikler taşıdığı düşünülmektedir. Wootz çeliği, yüksek karbon içeriği ve mükemmel kristal yapısı sayesinde hem keskinliği uzun süre koruyabilir hem de kırılmadan bükülebilir. Bu tür çeliğin Orta Doğu ve Avrupa’ya ticaret yolları aracılığıyla ulaşması, dönemin globalleşen zanaatkârlık dünyasına da işaret eder. Eğer Bamburgh Kılıcı gerçekten Wootz benzeri yüksek kaliteli bir çelikten yapılmışsa, bu onun yalnızca Britanya adalarında değil, Avrasya dövme sanatları tarihinde de önemli bir yere sahip olduğunu gösterir.
Bu kılıcın yalnızca savaşta değil, aynı zamanda siyasi ve sembolik anlamlarda da kullanıldığı düşünülmektedir. Kabzası üzerindeki ince süslemeler, kıymetli taş kakmaları ve el işçiliği detayları, onun yüksek rütbeli bir lider ya da kraliyet ailesi mensubu tarafından taşındığını düşündürmektedir. O dönemde bir savaşçının veya liderin kılıcı, yalnızca savaş alanındaki işleviyle değil, toplumdaki statüsüyle de doğrudan ilişkiliydi. Örneğin, kabzasında kullanılan değerli taşlar ve desenler, sadece estetik değil, aynı zamanda soyluluk, kudret ve ilahi meşruiyetin sembolü olarak görülürdü.
Ayrıca ergonomik denge açısından da dikkat çekici olan Bamburgh Kılıcı, dönemin zanaatkârlarının sadece sağlam bir silah üretmekle kalmayıp, kullanıcının el yapısına, dövüş tarzına ve hatta taşıma şekline uygun olarak kişiselleştirilmiş kılıçlar ürettiklerini gösterir. Modern tabirle “ergonomik tasarım” anlayışı, bu kılıçta yüzyıllar öncesinden hayata geçirilmiş gibidir.
Sonuç olarak Bamburgh Kılıcı, hem teknik yapısı hem estetik görünümü hem de sembolik değeriyle 7. yüzyıl silah ustalığının zirve örneklerinden biri kabul edilir. Desen kaynağı gibi zahmetli ve incelik isteyen bir teknikle işlenmiş olması, bu kılıcı yalnızca bir savaş aracı değil, bir sanat eseri ve toplumsal simge haline getirmiştir. Kılıcın uzun süre dikkatlice saklanmış olması ise, taşıdığı değerin yalnızca fiziksel değil; kültürel ve manevi bir anlamı da olduğunu gösterir. Bugün hem arkeologlar hem de tarihçiler için, Bamburgh Kılıcı yalnızca bir antik silah değil, bir çağın teknolojiyle, onurla ve güçle kurduğu ilişkinin somut bir kanıtıdır.

Katana – Efsanevi Samuray Kılıcı Üstünlüğünü Nasıl Kazandı?
Kılıç ustası Muramasa’nın yaptığı kılıçların kana susamışlığından, başka bir kılıç ustası Masamune’nin sadece kötü olanlara zarar veren kutsal kılıçlarına kadar bu tek keskin kenar ve kavisli kalıçlara olağanüstü hikayeler eklenmiştir.
Desen kaynaklı kılıçlar Avrupa’da öne çıkıp bir süre sonra yerlerini seri halde üretilen kalitesiz kılıçlara bırakırken, Japonya’da da benzer bir teknik gelişiyordu. Kullanılan teknoloji şaşırtıcı derecede benzer olmakla birlikte, aralarında epeyce farklar vardı. Bir tür endüstriyel eritme yöntemi olan tatara, Japonya’nın ana cevher kaynağı olan demir kumlarından tamahagane çeliği ve demir elde etmek için kullanılıyordu.
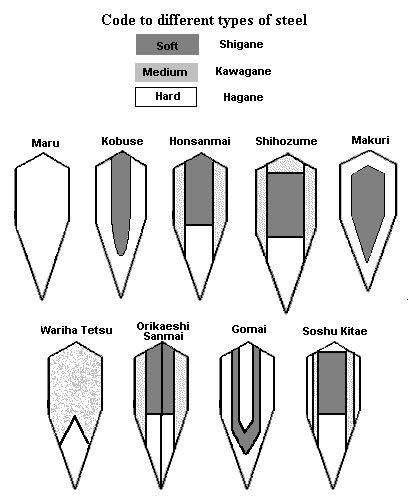
Tamahagane yüksek kaliteli bir çelikti, ancak karbon içeriği değişkendi. Kılıç ustası çeliği yüksek ve düşük karbonlu olarak ayırıyordu. Düşük karbonlu çelik (shingane) dövülerek bir gövde haline dönüştürülür ve daha yüksek karbonlu çelik dövülerek katmanlar haline getirilirdi. Bu işlemin ardından dövülmüş gövdenin etrafında bir araya getirilen katmanlar bir kılıç şekline dönüştürülürdü. Dışta kalan kılıç katmanları birçok kez katlanarak, tıpkı desen kaynaklı kılıçlarda olduğu gibi, yabancı maddelerin kılıç boyunca eşit olarak yayıldığı çok katmanlı bir kılıç haline getirilirdi.
Kılıç, her dövme işlemi arasında kille – kalsinleştirilmiş kille – kaplanırdı. Bu işlem, kılıç demirci ocağının çok sıcak ortamında ısıtılıp yakılırken gövdede bulunan yabancı maddelerin dışarıya çekilmesine yardımcı oluyordu.
Katana türü bir kılıcı dövme becerisi, gövdenin ortasını oluşturan yumuşak kısım ile çok katmanlı dış tarafın doğru şekilde hizalanmasına ve yerleştirilmesine bağlıydı. Tıpkı desen kaynaklı bir kılıç gibi, bu beceride ustalaşmak da bir ömür sürerdi. Katana, Avrupa kılıçlarından farklı bir ısıl işleme tabi tutulurdu. Kılıcın arka kısmının yumuşaklığı, kenarına doğru inceltilen kalın bir kil tabakasıyla kaplanarak korunuyordu. Bu yöntem, kılıcı sertleştiren yüksek sıcaklığı kesici kenarla sınırlı tutuyor, böylece kılıcın diğer kısımlarının daha yumuşak ve esnek kalmasını sağlıyordu.
Kil kullanarak tavlanmamış bir kılıç üretilebilir, ancak bunun kırılganlığı azaltmak için genellikle hafif bir tavlama işlemi gerekirdi. Kil ayrıca kılıcın ağzında “hamon” adı verilen güzel bir dalgalı çizgi oluştururdu. Mükemmel bir hamon, aynı zamanda mükemmel bir kılıcın da işaretiydi ve bir kalite göstergesi olarak işlev görüyordu.

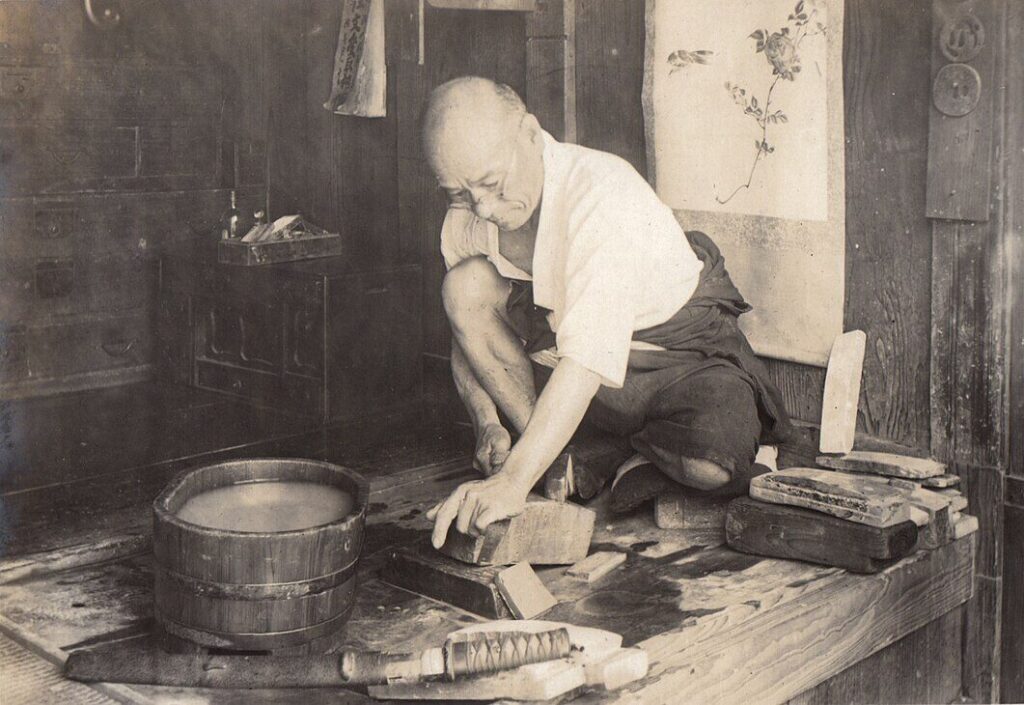
Dövme işlemi biten kılıç daha sonra bunu parlatacak olan ustaya verilirdi. Bu usta, süreç boyunca incelen aşındırıcı su taşları kullanarak kılıçları temizler ve parlatırdı. Haftalarca sürebilen bu parlatma işlemi bugün bile ustalık gerektiren ince bir zanaat olarak kabul edilir.
Hazır hâle getirilmiş kılıç daha sonra ince işlerle süslenmiş kabza ve kın yapılmak üzere ilgili kişilere gönderilirdi. En iyi Japon kılıçları bir grup yetenekli zanaatkâr tarafından yapılırdı. Kılıç ustası işinde uzmanlaşmış bir kişiydi ve bir grup çırağı yönetirdi. Kılıç ustası araçların çok azını fiilen yapar ama bunların yapılmasını kelimenin tam anlamıyla yönetirdi. Usta, genellikle dövme işlemini başlatmak için hafif bir çekiçle metale vurur, bunun ardından vuruş aynı noktaya bir çırak tarafından daha büyük bir çekiçle tekrarlanırdı.

Kılıç ustası, gücü için değil, becerisi için oradaydı. Japon kılıç ustaları mitolojik bir statüye sahipti. Demircilerin birbirleriyle tanışıp kılıç dövme yarışmaları düzenlediklerini anlatan pek çok Japon halk hikayesi vardı.
Örneğin, ünlü bir kılıç ustası olan Muramasa’nın kimin daha iyi kılıç yapabileceğini görmek için başka bir ünlü kılıç ustası olan Masamune’ye meydan okuması gerekiyordu. Hikayeye göre; kılıçlar yapılır ve iki usta kılıçlarını bir dereye asar. Muramasa’nın kılıcı balıkları, yaprakları ve hatta havanın kendisini bile keser. Ama Masamune’nin kılıcı hiçbir şeyi kesmez. Kazandığını düşünen Muramasa, kendisinin de ustası olan Masamune’yle alay eder. Ancak yarışmayı izleyen bir keşiş, iki kılıçtan her şeyi kesmesine rağmen ikincisinin, yani Masamune’nin kılıcının daha üstün olduğunu söyler. Çünkü ikinci kılıç ayırıcılık yapmakta ve zarar görmeyi hak etmeyen şeylere dokunmaz.
Ne yazık ki bu harika hikâye uydurmadır çünkü Masamune ve Muramasa farklı yüzyıllarda yaşamış, dolayısıyla da hiç karşılaşmamış kılıç ustasıdır.

Mükemmel Kılıç Nasıl Yapılır?
Bamburgh Kılıcı ve buna benzer şekilde kaynak yöntemiyle silah yapmak için gereken teknoloji hayret vericiydi. İlk olarak en nitelikli bataklık demir cevheri eritilerek demir ve çelik elde ediliyor, ardından demir dövülerek düzgün şekilde bükülmüş çubuk hâline getiriliyordu. Daha sonra bunlar mükemmel bir zikzak deseni oluşturacak şekilde birbirine kaynaklanıyor ve temel kılıç şekli oluşturuluyordu. Oluşabilecek kusurları azaltmak için en iyi kılıçlara wootz (poza çeliği) eklenirdi. Çelik kenar daha sonra merkezî kısma kaynaklanır, bu da kılıcın esnek ve elde kullanımı kolay bir hâle getirilirdi. Çelik kenar kılıcı son derece keskin yapıyordu ama bu büyülü kılıçların başarısının anahtarı demir ve çelik arasındaki etkileşimdi.
Kılıç önce dövülür, şekillendirilmek üzere taşlanır, ardından normalleştirmek için birkaç kez ısıtılır ve su verilirirdi. Daha sonra ısıtılır ve suda ya da tuzlu suda soğutulurdu. Metal bu noktada kırılgan olduğu için daha düşük bir sıcaklıkta tekrar ısıtılır ve yavaşça soğumaya bırakılırdı. Keskinleştirildikten ve iyi bir işlenmiş bir kabzaya takıldıktan sonra, ortaya çıkan sonuç bir niyet beyanı ve sahibinin üstün bir savaşçı olduğunun ilanıydı. Bu kişi size öldürmesi muhtemel olan bir savaşçıydı.
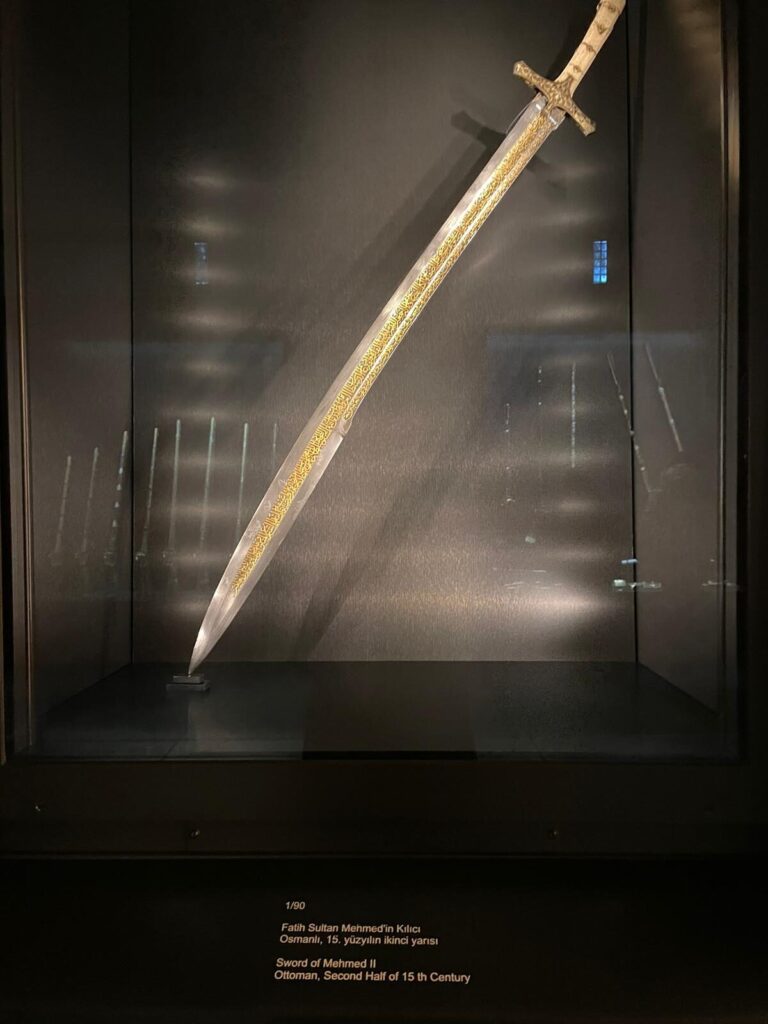
Fatih Sultan Mehmed’in kılıcın üzerinde yazılı dua;
Bismillahirrahmanirrahim.
“Hak dinin bağlarını parıltılı ve açık harfli ayetlerle ve keskin ve parlak kılıçlarla güçlendiren yüce Allah’a hamd olsun. Salat ve selam, en güzel fasih sözlerle vasfedilen Hazret-i Muhammed ve ehli beytine olsun. Allah’ım! Dinin erkânlarını yüceltmek için mücadele eden gazi ve mücahitlerin sultanı, cihat için çekilen keskin kılıç olan Sultan Murad Han’ın oğlu Mehmed Han’a güç kuvvet ver ve kılıcının kınını şeriat düşmanlarının boynunda, kaleminin mürekkebini de âlemlerin rabbinin inayetinde eyle. O, Sultan Osman Han’ın oğlu Orhan Han’ın oğlu Murat Han’ın oğlu Bayezid Han’ın oğlu Mehmed Han’dır. Allah onların mezarlarının toprağını, gazilerin kılıçlarından akan saf su ile sulasın ve kılıçların gölgesi altında olan cenneti de mekânları eylesin! Âmin Ya Rabbel alemin.”
1. Metalin Seçilmesi
İyi bir kılıç, yalnızca ustasının elindeki maharetle değil, esas olarak yapımında kullanılan malzemenin niteliğiyle belirlenirdi. Mükemmel bir kılıç için gereken malzeme, birçok zıt özelliği aynı anda barındırmalıydı: hem hafif hem sağlam, hem esnek hem de kırılganlıktan uzak, aynı zamanda son derece keskin olmalıydı. Bu karmaşık dengeyi kurmak, demir ve çeliğin doğru oranlarda ve ustaca kullanılmasıyla mümkündü.
Demir, kolayca şekillendirilebilen yumuşak bir malzemedir. Bu özelliği sayesinde darbeleri emebilir, çatlamadan eğilebilir; fakat bu yumuşaklık, kılıcın keskin kenarını koruyamaması gibi bir dezavantaj yaratır. Kenar çabuk körelir ve etkinliğini yitirir.
Çelik ise karbon içeriği sayesinde sertleştirilebilir. Bu sertlik, çeliği oldukça keskin hale getirir; ama aynı zamanda kırılgan yapar. Özellikle yüksek karbonlu çelikler, darbe karşısında çatlamaya ya da kırılmaya daha yatkındır. Dolayısıyla, bir kılıcın tüm gövdesinin bu çelikten yapılması, dayanıklılığını azaltabilir.
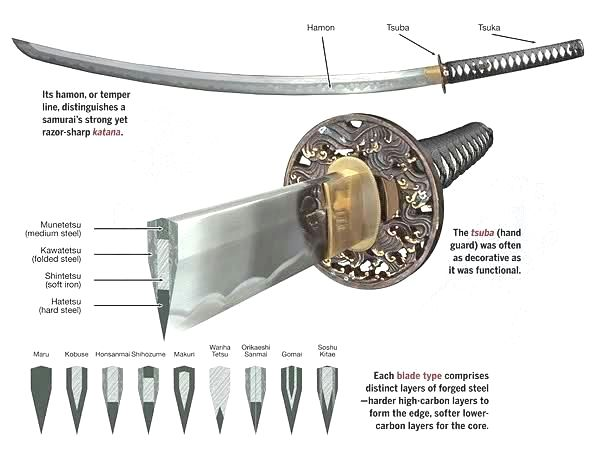
İdeal çözüm, bu iki malzemenin birleşiminden doğar: gövdesi yumuşak ve esnek demirden, kenarı ise sert çelikten yapılmış kılıçlar, hem sağlam hem de keskin olurdu. Bu tür bileşik yapılar, tarih boyunca çeşitli kültürlerde uygulandı. Örneğin Japon katana kılıçlarında, “shingane” adlı yumuşak çekirdek ve “kawagane” adı verilen sert dış yüzey bir araya getirilirdi. Benzer şekilde Viking ve Frank kılıçlarında da “desen kaynaklı” tekniklerle farklı çelik katmanları birleştirilerek hem dayanıklılık hem estetik sağlanırdı.
Bu tekniklerin temel amacı, kılıcın savaş sırasında eğilmeden veya kırılmadan darbeye karşı koyabilmesini ve aynı zamanda düşmanı tek darbede kesebilecek kadar keskin kalmasını sağlamaktı. Mükemmel kılıç, hem ustalıkla dövülmüş hem de doğru malzeme dengesine sahip olandı.
2. Dövme
Demir ve çeliği başarılı bir şekilde birleştirmenin en etkili ve tarih boyunca yaygın kullanılan yöntemi, dövme (forge welding) işlemiydi. Bu yöntem, yüksek sıcaklıklarda metallerin dövülerek fiziksel ve kimyasal olarak kaynaşmasını sağlıyordu. Metallerin bu denli ısıtılması, yüzeylerindeki oksit tabakalarının ve yabancı maddelerin atılmasına yardımcı olurken, aynı zamanda atomik seviyede bağların oluşmasına imkân tanıyordu. Bu da onları neredeyse tek bir parça hâline getiriyordu.
Dövme işlemi, yalnızca metallerin birleşmesini sağlamakla kalmaz, aynı zamanda metalin içindeki heterojenlikleri azaltarak mekanik dayanıklılığı artırır. Özellikle kılıç üretiminde, bu işlem metaldeki yabancı maddelerin (örneğin sülfür veya fosfor gibi gevrekleştirici elementlerin) yüzeye çıkmasına ve ardından temizlenmesine olanak tanıyordu. Bu sayede, kılıç boyunca homojen bir yapı elde edilir ve darbeye maruz kalınan noktalarda çatlama veya kırılma riski azaltılırdı.
Kılıçlar savaş sırasında büyük darbelere ve esnemelere maruz kaldığından, iç yapının dengeli ve sağlam olması hayati öneme sahipti. Dövme sırasında uygulanan basınç, metali sıkıştırarak içerisindeki mikroskobik boşlukları da azaltırdı. Bu, kılıcın kırılganlığını düşürürken, dayanıklılığını artırırdı. Ayrıca demir çubukların bükülerek tekrar tekrar katlanması, iç yapıyı rafine eder ve farklı sertlik seviyelerine sahip katmanların oluşmasına olanak tanırdı — bu teknik, özellikle desen kaynaklı (pattern-welded) kılıçlarda tercih edilirdi.
İyi kaliteye sahip demir çubuklar, dövülmeden önce genellikle spiral veya U şeklinde katlanırdı. Bu şekiller, katlama işlemi sırasında oluşabilecek iç gerilimlerin daha dengeli dağılmasını sağlar ve metallere daha homojen bir yapı kazandırırdı. Katlanma işlemi sırasında çubuklar zaman zaman asidik çözeltilerle (örneğin sirke veya meyve suyu bazlı karışımlar) temizlenir, yüzeydeki kirlilikler alınırdı.
Daha sonra, bu çubuklar bir araya getirilerek ana gövdeyi oluşturacak şekilde kaynakla birleştirilirdi. Gövdenin dayanıklı olması için yumuşak ama esnek demir tercih edilir, dış kenarlara ise yüksek karbonlu ve daha sert çelik eklenirdi. Bu çelik parça, gövdenin kenarına açılmış özel bir yuvaya oturtulur ve yüksek sıcaklıkta dövülerek yerleştirilirdi. Bu işlem sırasında, hem fiziksel baskı hem de sıcaklık sayesinde çelik, demir gövdeyle kimyasal olarak kaynaşırdı.
Bu tür bir yapı, “kompozit kılıç” olarak bilinir ve hem esneklik hem de keskinlik gerektiren savaş ortamlarında büyük avantaj sağlardı. İçteki yumuşak demir, darbeyi absorbe ederken; dıştaki sert çelik, keskinliğini korurdu. Yani kılıcın uç kısmı keskin ama kırılgan olmayacak şekilde üretilmiş olurdu.
Son olarak, çeliğin yerleştirildiği kanalın kapatılması ve kenarlarının tekrar dövülmesi, çeliğin yerinden oynamasını önler ve uzun ömürlü bir dayanıklılık sağlar. Bu yapıdaki bir kılıç, hem dövüş sırasında esneme kapasitesi hem de keskinliğini koruma becerisi ile “ideal savaş silahı” tanımına en çok yaklaşan örneklerden biri hâline gelirdi.
3. Taşlama
Kılıcın taşlanması, estetik olduğu kadar fonksiyonel açıdan da büyük öneme sahip olan son şekillendirme işlemlerinden biridir. Bu aşamada kılıca son şeklini vermek, yüzeyini pürüzsüzleştirmek, kesici kenarını belirginleştirmek ve kalan yabancı maddeleri temizlemek amaçlanır. Kullanılan yöntemler oldukça çeşitlidir; geleneksel Japon zanaatında el taşları (su taşları), Avrupa’da ise suyla çalışan döner taşlama çarkları, deri kayış üzerine kum serpilerek yapılan parlatmalar, biley taşları gibi yöntemler tercih edilmiştir.
İşlem genellikle kaba taşlarla başlanır, ardından daha ince taşlara geçilir. Bu, dövme sırasında oluşan pürüzlerin giderilmesi ve metalin yüzeyine düzgün bir yapı kazandırılması açısından önemlidir. Taşlama süreci aynı zamanda kılıcın kesici kenarının ortaya çıkarılmasını ve “hamon” çizgisinin görünür hale getirilmesini sağlar. Japon kılıçlarında bu dalgalı çizgi, hem işlevsel hem de görsel bir kalite işareti olarak kabul edilir.
Kılıç boyunca uzanan ve genellikle “kan oluğu” (fuller) olarak adlandırılan oluk da bu aşamada tamamlanır. Halk arasında bu oluğun, kılıcın daha rahat kınından çekilmesini sağladığı gibi yanlış bir inanç yaygındır; ancak aslında oluk yapısal bir işlev görür: kılıcın toplam ağırlığını azaltırken, aynı zamanda mukavemetini korur. Tıpkı bir I-kirişin mimaride yük dağıtımı sağlaması gibi, oluk da bıçağın daha hafif ve dengeli olmasını sağlar.
Bazı taşlama ustaları, yalnızca bu aşamada uzmanlaşırdı. Özellikle Japonya’da togishi adı verilen taşlama ustaları, haftalarca sürebilen bu süreçte çeşitli derecelerde doğal su taşları kullanarak, kılıcın hem işlevsel hem de estetik olarak en iyi hâline ulaşmasını sağlarlardı. Son aşamada, ayna gibi parlak bir yüzey elde edilerek kılıç, savaş için değilse bile sergilenmek üzere hazır hâle getirilirdi.
4. Tavlama
Tavlama, kılıç üretiminde en kritik ısıl işlemlerden biridir. Demir ve çelik dövülerek temel kılıç formuna getirildikten sonra, bu malzemelerin iç yapısal özelliklerini optimize etmek amacıyla dikkatle ısıtılır. Bu aşama, metalin hem dayanıklılığını artırır hem de onu daha kolay işlenebilir bir hâle getirir. Tavlama sırasında çelik, Curie Noktası olarak bilinen sıcaklığa (yaklaşık 770 °C) kadar ısıtılır. Bu noktadan sonra çelik manyetik özelliklerini kaybeder ve atomik yapısı değişmeye başlar. Böylece kristal yapısında yeniden düzenleme sağlanır ve metal istenilen özelliklere ulaşır.
Bu işlem, yalnızca sıcaklıkla değil, aynı zamanda sıcaklığın dağılımının homojenliğiyle de ilgilidir. Kılıcın her noktası aynı derecede ısıtılmalıdır, aksi takdirde çeliğin mikroyapısı dengesiz hâle gelir ve bu da kılıcın bazı bölgelerinin kırılgan, bazı bölgelerinin yumuşak olmasına yol açar. Bu yüzden Japon demircileri, modern fırınlar yerine tatara kömür ocakları gibi özel olarak tasarlanmış, geleneksel yöntemlere dayalı fırınları kullanırdı.
Bu ocaklarda kömür, çelikle en yüksek teması sağlayacak şekilde yerleştirilirdi. Kılıcın uç kısmı ya da özellikle şekil verilecek bölgesi, doğrudan bu yoğun kömür yatağında ısıtılırdı. Böylece bölgesel ısı kontrolü sağlanır, sadece ihtiyaç duyulan alan yumuşatılırdı. Tavlama işlemi tamamlandıktan sonra kılıcın yapısal stresleri azalır, iç gerilimler dengelenir ve daha sonraki işlemler (sertleştirme, taşlama, cilalama) için uygun hâle gelirdi.
Ayrıca bazı kılıç ustaları, bu süreçte çeliğin homojenleşmesi için kılıcı özel bir ısı koruma yatağı olan kumun içine gömerdi. Kum, ısıyı yavaşça yayarak ani sıcaklık değişimlerinin önüne geçer, böylece çeliğin çatlamasını ya da yapısal dengesizlik yaşamasını engellerdi.
Sonuç olarak tavlama, yalnızca çeliği yumuşatmak değil; onu istenilen sertlik, esneklik ve mukavemete ulaştırmak için ustalıkla kontrol edilen bir denge sürecidir. Tavlama sırasında yapılan en küçük hata, kılıcın savaş alanında kırılmasına veya performansının düşmesine neden olabilirdi.
5. Su Verme (Sertleştirme)
Kılıç yapımında en hayati aşamalardan biri olan su verme, çeliğe yüksek sertlik kazandırmak amacıyla gerçekleştirilir. Bu işlem, dövme ve tavlama sonrası ısıl dengenin sağlandığı ve kılıcın kesici kenarına olağanüstü sertlik verildiği noktadır. Japon kılıç yapımında bu işlem, yalnızca teknik değil aynı zamanda sanatsal bir aşama olarak da görülür.
Kılıç, manyetik özelliğini yitirene kadar — yaklaşık 770 °C, yani çeliğin “Curie Noktası”na ulaşana dek — ısıtılırdı. Bu noktada çelik, donuk turuncu bir renk alır. Bu renk, kılıcın yeterli sıcaklığa ulaştığını gösteren görsel bir işarettir. Bu aşamada çeliğin içinde karbon atomları çözünmüş hâlde bulunur ve bu yapı, hızlı soğutma (quenching) ile sertleştirilebilir hâle gelir.
Ancak, bu noktada dikkat edilmesi gereken en kritik unsur, çeliğin ani soğutma sırasında çatlamaması veya yapısal streslere maruz kalmamasıdır. Bu nedenle Japon ustalar, kılıcın sadece kenar kısmını hızlı soğutmaya tabi tutarken, sırt kısmını daha yavaş soğutacak şekilde özel bir teknik uygularlardı: diferansiyel su verme (differential hardening).
Bu farklılaşmayı sağlamak için, su verme işleminden önce kılıcın sırt kısmına kalın bir kil karışımı sürülürdü. Bu kil, sırtın ısıyı daha yavaş kaybetmesini sağlarken, kenar kısmın çok daha hızlı bir şekilde soğumasına izin verirdi. Böylece sert ve kırılgan bir kenar, esnek ve dayanıklı bir sırt yapısıyla bir arada bulunur, bu da kılıcın hem keskinliğini hem de dayanıklılığını artırırdı.
Soğutma sırasında genellikle su kullanılırdı çünkü su, yağa göre daha hızlı bir soğutma sağlar. Ancak hızlı soğutma, aynı zamanda yüksek stres ve çatlak riski anlamına gelir. Bu nedenle suyun sıcaklığı ve kılıcın daldırılma şekli büyük bir dikkatle kontrol edilirdi. Bazı ustalar, suyun içine tuz ya da diğer mineralleri katarak soğutma hızını değiştirmeye çalışırdı.
Sertleştirme sırasında, kılıcın ucu — özellikle kesici kısmı — hafifçe erime sınırına kadar ısıtılırdı, ama asla tam anlamıyla eritilmezdi. Bu, çeliğin kristal yapısında istenen dönüşümlerin oluşmasını sağlar. Bu yapı, daha sonra yavaş soğuyan sırt kısmıyla birleşerek kılıcın içsel dengesini kurar. Bu iç gerilim farkı, kılıca hafif bir eğrilik (curvature) verir — bu eğrilik de katana’nın karakteristik kıvrımını oluşturan doğal bir sonuçtur.
Sonuç olarak, su verme işlemi yalnızca bir sertleştirme süreci değil; aynı zamanda kılıcın tüm karakterini belirleyen, fiziksel ve estetik yapısını kalıcı hâle getiren hayati bir aşamadır. Bu süreçten sonra kılıç, artık savaşta kullanılabilecek bir forma ulaşır — keskin, sağlam, esnek ve kendine özgü güzellikte bir silah hâline gelir.
6. Temperleme (Sertliği Ayarlama)
Temperleme, su verme (sertleştirme) işleminden sonra kılıçta oluşan aşırı sertlik ve kırılganlığı dengelemek amacıyla yapılan hayati bir ısıl işlem sürecidir. Bu aşamada amaç, kılıca mükemmel bir esneklik ve darbe direnci kazandırarak hem savaşta hem de uzun vadeli kullanımda dayanıklılığını artırmaktır. Su verme işlemiyle kenar kısmı oldukça sertleşen bir kılıç, bu haliyle çok keskin olsa da son derece kırılgan hâle gelir. Bir darbe ya da eğilme durumunda, esneklikten yoksun olan bu kısım kolayca çatlayabilir veya kırılabilir. Bu nedenle Japon kılıç ustaları, kılıcı yeniden — ancak bu kez daha kontrollü ve düşük sıcaklıkta — ısıtarak çeliğin iç yapısını dengelerdi. Bu işleme “temperleme” ya da Türkçesiyle “sertliği ayarlama” denir.
Temperleme işlemi, su verme sonrası genellikle 150-300°C aralığında bir sıcaklıkta gerçekleştirilirdi. Bu sıcaklık, çeliğin mikro yapısını tamamen dönüştürmeden, içindeki gerilimleri azaltmak ve kırılganlığı yumuşatmak için yeterliydi. Bu süreçte, kılıcın kenarındaki martensit adı verilen çok sert kristal yapılar bir miktar yumuşatılarak kenarın hem keskinliğini koruması hem de kırılganlığının giderilmesi sağlanırdı. Kılıcın sırt kısmı ve merkezi ise zaten daha az sert olduğundan bu sıcaklıklara karşı daha toleranslıydı. Isı genellikle kontrollü fırınlarda uygulanırdı ancak geleneksel Japon yöntemlerinde kömürlü ocaklar, ısıya dayanıklı kum yatakları ya da kül içine gömme teknikleriyle dengeli bir ısı dağılımı sağlanırdı.
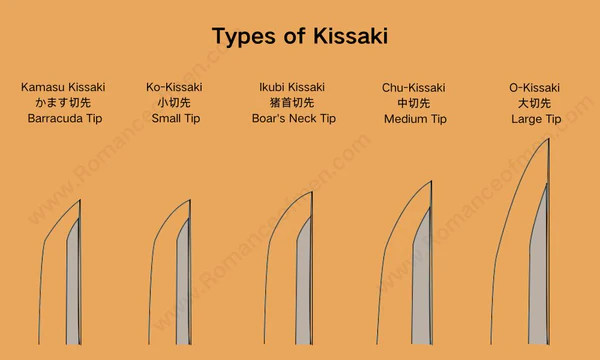
Temperleme işlemi kılıcın farklı bölümlerine farklı şekilde etki ederdi. Örneğin uç kısmı (kissaki), daha fazla ısı aldığı için daha çok yumuşar ve darbelere karşı daha dayanıklı hâle gelirdi. Sap kısmı (nakago) ise yapısal bütünlüğü koruyabilmesi için daha az ısı alır, böylece fazla esnemezdi. Kenar kısmı ise temperleme ile yalnızca hafifçe yumuşatılırdı; böylece hem sertliğini hem de keskinliğini korurken, çatlamaya karşı daha dirençli olurdu. Bu şekilde yapılan temperleme işlemi, kılıcın sertlik ve esneklik arasında optimum dengeyi yakalamasını sağlar ve kılıcı hem zırh kesebilecek kadar güçlü hem de darbeye dayanabilecek kadar esnek bir hâle getirirdi.
Ayrıca temperleme işleminin estetik bir sonucu da vardı: Hamon adı verilen ve kılıcın keskinleştirilmiş kenarını gösteren dalgalı desen. Su verme sırasında oluşan bu çizgi, temperleme süreciyle daha da belirginleşirdi. Hamon, yalnızca estetik bir detay değil, aynı zamanda kılıcın doğru şekilde sertleştirildiğinin ve ustalıkla temperlendiğinin de bir işareti olarak kabul edilirdi.
7. Son İşlem
Yukarıda sıralanan tüm faaliyetlerin ardından kılıcın dövme süreci tamamlanmış olurdu. Ancak bu noktada kılıç sadece işlevsel bir savaş aracıydı; henüz son hâline ulaşmamış, kişiselleştirilmemiş ve estetik açıdan tamamlanmamıştı. Kılıç ustaları için bir kılıç yalnızca bir silah değil, aynı zamanda sahibinin kimliğini, sosyal statüsünü ve hatta manevi inançlarını yansıtan bir sanat eseriydi. Bu nedenle, dövme işlemini takip eden son aşamalar en az teknik üretim kadar önemsenirdi.
Yüzey İşlemesi ve Parlatma
Kılıcın yüzeyi özel taşlar ve parlatma aletleriyle işlenirdi. Bu aşama, kılıcın parlaklığını ortaya çıkarmanın yanı sıra, üzerindeki desenlerin ve ısıl işlem sırasında oluşan “hamon” çizgisinin görünürlüğünü artırırdı. Japon togishi ustaları bu işlemi haftalarca süren detaylı bir el işçiliğiyle gerçekleştirirdi. Avrupa’da da ustalar benzer şekilde doğal taşlarla veya deri kaplı döner tamburlar yardımıyla parlatma işlemini yaparlardı.
Kabza (Sap) Tasarımı ve Yerleştirme
Kılıcın sap kısmı, hem kullanım konforunu hem de yapısal dengeyi sağlayan hayati bir parçaydı. Genellikle ahşap, boynuz, kemik ya da fildişi gibi malzemelerden yapılır, bazen ipek veya deriden şeritlerle sarılırdı. Japon katana’larında “tsuka-maki” adı verilen bu sarma işlemi, tutuşun sağlamlığını artırmakla kalmaz, aynı zamanda sanatkârlığın bir göstergesi olurdu. Avrupa’da ise kabzalar sıklıkla metal perçinlerle sabitlenir, gravürlerle zenginleştirilirdi.
Kabza Koruyucusu ve Yapısal Denge
Kabza ile bıçak arasında yer alan ve genellikle “el koruyucu” (tsuba – Japon kılıçlarında, ya da crossguard – Avrupa kılıçlarında) adı verilen parça, hem kullanıcıyı düşmanın kılıcından korur hem de elin ileri kaymasını engellerdi. Bu parça aynı zamanda kılıcın ağırlık merkezinin ayarlanmasında da kritik rol oynardı. Dengeli bir kılıç, uzun süreli kullanımda savaşçının daha az yorulmasını sağlar ve darbelere karşı daha etkili tepki verir.

Kın ve Koruma Unsurları
Kılıçların taşınabilmesi ve korunabilmesi için özel olarak tasarlanan kınlar genellikle ahşaptan yapılır, deri veya kumaşla kaplanırdı. Kınların iç yüzeyi kılıca zarar vermeyecek şekilde işlenir, nemden korumak için reçine ya da balmumu sürülürdü. Japonya’da saya olarak bilinen kılıf, çoğu zaman sade bir dış görünüşe sahipti, ancak asil savaşçılar için sedef kakmalar, lake süslemeler ve aile amblemleriyle zenginleştirilirdi.

Kişiselleştirme ve Kazıma
Kılıç ustaları, son aşamada genellikle kılıç gövdesine sahibinin adını, savaş narasını, uğurlu simgeleri veya dini motifleri kazırlardı. Bu, yalnızca kılıcı kişiselleştirmekle kalmaz, aynı zamanda onu bir miras objesine dönüştürürdü. Bazı kılıçlara ise yalnızca ustasının damgası vurulurdu; bu, o kılıcın kalitesine kefil olunduğunu ifade ederdi.
Son Testler ve Onay
Kılıcın tamamlanmasının ardından, usta genellikle denge testleri yapar, kılıcın savruluşunu ve tepki süresini kontrol ederdi. Bazı kültürlerde kesme testleri yapılırdı — örneğin Japonya’da tameshigiri adı verilen testlerde, kılıcın tek darbede pirinç hasırı veya bambuyu kesebilmesi beklenirdi. Avrupa’da ise domuz gövdesi veya derisi üzerinde test yapılırdı.
Meraklısı İçin Anglo-Sakson Çağında Demir Üretimi ve Viking Kılıcı İçin Ham Madde Süreci
Demir çağına ulaşmış topluluklar için demir, savaşın, zanaatın ve tarımın temelini oluşturuyordu. Vikingler ve Anglo-Saksonlar da bu madeni yalnızca günlük yaşamın bir aracı değil, aynı zamanda sosyal statünün bir simgesi olarak görüyorlardı. Özellikle bir kılıç gibi savaş aletlerini dövmek için kullanılan demir, sıradan bir metal değil; doğal kaynaklardan büyük çabayla çıkarılan ve ustalıkla arıtılan bir cevherdi.
O dönemde demir, yeraltından derin madenler açılarak değil, doğada kolayca erişilebilen yüzey cevherlerinden, yani bataklık demiri veya bataklık cevheri (bog iron) adı verilen doğal tortulardan elde edilirdi. Bu cevher, bataklık ve dere yataklarında oksitlenmiş demirin tortulaşmasıyla oluşurdu. Vikingler, bu demir cevherini doğrudan yerin sığ katmanlarından kazma ve küreklerle toplarlardı. Özellikle demirin oksitlenmiş hâli olan limonit ve hematit türü cevherler tercih edilirdi. Bu cevherler genellikle kırmızımsı, pas benzeri bir renge sahipti.
Toplanan cevherler önce kurutulur, sonra büyük taş havanlarda parçalanarak küçük taneli hâle getirilirdi. Cevherin hazırlanmasının ardından sıra, onu saf demire dönüştürecek olan eritme işlemine gelirdi. Bu süreçte blumery adı verilen ilkel bir fırın kullanılırdı. Yaklaşık bir metre yüksekliğinde, taş veya çamurdan yapılan bu fırınlar, iç kısmı dar bir baca gibi olacak şekilde tasarlanırdı. Alt kısmında ise hava akımını güçlendirmek için körükler yer alırdı.
Fırının içinde yüksek kaliteli kömür, yani odun kömürü (charcoal), tabakalar hâlinde demir cevheriyle birlikte istiflenirdi. Yaklaşık 1100-1200°C sıcaklığa ulaşan fırında demir cevheri erimezdi — zira demirin ergime noktası 1538°C’dir — fakat bu sıcaklık, cevherdeki safsızlıkların yakılıp uzaklaştırılmasına ve metalin yoğun bir şekilde “bloom” adı verilen süngerimsi bir demir topağına dönüşmesine yeterliydi.
Ortaya çıkan bu “bloom”, hala içerisinde cüruf (slag) ve safsızlıklar barındıran, tam anlamıyla arıtılmamış bir demirdi. Bu parça, kıskaçla fırından çıkarılır ve hemen dövme işlemi başlardı. Demirciler, demiri kızgın hâlde örs üzerinde defalarca döverek içindeki cürufu dışarı atar, demirin yoğunluğunu artırırdı. Bu işlem yalnızca demiri arıtmakla kalmaz, aynı zamanda onun iç yapısını güçlendirirdi. Bu aşamada farklı karbon seviyelerine sahip demirler (örneğin yüksek karbonlu çelikle düşük karbonlu demir) bir araya getirilerek desen kaynaklı (pattern-welded) bıçak gövdeleri yapılırdı — bu teknik hem dayanıklılığı hem de görsel ihtişamı artırırdı.
Demirin üretimi ve dövülmesi, yalnızca fiziksel bir işlem değil, aynı zamanda dini ve ritüel bir boyuta da sahipti. O çağlarda demircilik, doğanın ham maddelerini evcilleştirmek, ateş ve hava elementlerini kontrol altına almak anlamına geliyordu. Bu yüzden birçok demirci hem zanaatkâr hem de mistik bir figür olarak görülürdü.
O çağlarda hangi demirin karbon seviyesinin diğerinden fazla olduğunu nereden biliyorlardı?
Antik ve Orta Çağ demircileri, günümüzdeki gibi karbon oranını analiz eden laboratuvarlara sahip olmasalar da, kullandıkları demirin karbon seviyesini belirlemek için oldukça etkili geleneksel yöntemler geliştirmişlerdi. Bu ustalar, deneyim ve gözleme dayalı sezgileri sayesinde hangi metalin daha sert, hangisinin daha esnek olduğunu anlayabiliyorlardı. En yaygın yöntemlerden biri, demiri bir taşlama taşına sürterek çıkan kıvılcımları gözlemlemekti. Düşük karbonlu demir daha az kıvılcım ve düz çizgiler üretirken, yüksek karbonlu çelik parlak, çatallı ve yoğun kıvılcımlar çıkarırdı. Bu “kıvılcım testi” sayesinde demirciler bir metal parçasının sertliğini hızlıca anlayabiliyordu.
Bunun yanında, çubuğa vurulduğunda çıkan ses de bilgi verirdi: yumuşak demir tok ve boğuk bir ses çıkarırken, çelik daha tiz ve metalik bir ses üretirdi. Bazı ustalar, metali kırarak veya taşlayarak iç yapısına bakar, daha tane tane ve pürüzlü kırık yüzeyin yüksek karbonlu çeliğe, lifli ve düzgün yapının ise yumuşak demire ait olduğunu bilirdi. Ayrıca, demir ya da çelik parçasını bileyerek keskinliğini test ederler, kolayca keskinleşip kenar tutuyorsa bunun yüksek karbonlu çelik olduğunu anlarlardı.
Bir diğer belirleyici test de ısıl işleme verilen tepkilerdi. Yüksek karbonlu çelik, su verme işlemi sonrası oldukça sertleşir ve kırılganlaşırken; düşük karbonlu demir bu süreçte çok az sertleşir. Bu gözlem de karbon seviyesinin sezgisel tespiti için kullanılırdı. Tüm bu yöntemler sayesinde demirciler, farklı karbon seviyelerine sahip metalleri birleştirerek desen kaynaklı (pattern-welded) kılıçlar üretir, hem görsel olarak etkileyici hem de yapısal olarak dayanıklı silahlar ortaya koyarlardı. Bu tür bilgi, yalnızca deneme yanılmayla değil, ustadan çırağa aktarılan yüzyıllık tecrübeyle kazanılmıştı.
Kaynaklar:
- Paul Gething ve Edoardo Albert – History of War / Temmuz, Ağustsoz, Haziran.
- Leon & Yoshindo Kapp. The Craft of the Japanese Sword. Kodansha International, 1987.
- Loades, Mike. Swords and Swordsmen. Pen and Sword Military, 2010.
- Williams, Alan. The Sword and the Crucible: A History of the Metallurgy of European Swords up to the 16th Century. Brill, 2012.
- Smith, Cyril Stanley. A History of Metallography: The Development of Ideas on the Structure of Metals Before 1890. MIT Press, 1988.
- Edge, David & John Miles Paddock. Arms and Armour of the Medieval Knight. Crescent Books, 1988.
- Peterson, Harold L. The Book of the Sword. Arno Press, 1975.
- YouTube – Forged in Fire, History Channel
- National Museum of Japanese History – Exhibits on Nihonto (Japanese Swords)
- British Museum – Anglo-Saxon Sword Collections
- Smithsonian Institution – Materials Analysis in Ancient Blades


